Et bien c’est pas toujours si simple et qui peut le plus ne peut pas toujours le moins. Nous allons vous donner quelques explications. En effet le PLA est une matière naturelle ou bio très variable et presque vivante, mais surtout très différente d’une marque à une autre, parfois même au sein du même fournisseur donc des surprises et des problèmes d’impression sont fréquents.
Raise3D inc. et la communauté d’utilisateurs très dynamique connaissent le problème et se sont penchés dessus. Nous allons vous donner les conseils de Raise3D traduits en français ainsi que notre propre retour d’expérience.

Tout d’abord rappelons que les imprimantes 3D Raise3D sont très polyvalentes et permettent d’imprimer tous les matériaux disponibles dans la limite des 300°C de température maxi des buses. Le plateau pouvant monter quant à lui à 110°. Nous verrons dans un prochain article qu’on peut pousser un peu ses paramètres mais pas besoin d’autant de puissance pour imprimer du PLA, alors où est le problème ? Justement, le PLA n’aime pas la chaleur !
En effet il se ramolli très vite et une bonne température de la buse avec un bon refroidissement sont la clé. IdeaMaker, le logiciel de contrôle Raise3D est paramétré pour l’usage du PLA Raise3D et normalement tout fonctionne bien, mais si vous utilisez du PLA d’autres marques vous pouvez rencontrer quelques problèmes. Le principal va être un grignotage du filament (jamming) par la molette de l’extrudeur entrainant une sous extrusion. Le second va être le bouchage (clogging) de la buse. Des causes différentes et multiples.
Pour commencer réglez les tensions des drivers des extrudeurs entre 0,9V et 0,8V. Pourquoi faire ça ? Pour faire baisser la température des moteurs Nema, et ils fonctionneront toujours aussi bien (manipulation que nous réalisons pour nos clients).
Ensuite vérifiez le diamètre de votre filament PLA. Nous savons tous que c’est très important et qu’aujourd’hui les fabricants ont fait de gros efforts sur ce point, mais il existe encore des exceptions. Ne lésinez pas sur la qualité du filament pour gagner quelques euros. Donc des filaments plus gros peuvent forcer dans les tubes PTFE entre l’extrudeur et la buse, et même sous le capot en plexi du bloc extrudeurs que vous pouvez desserrer un peu. Si vous constatez que votre filament a un diamètre plus gros changez ce paramètre dans Ideamaker, au niveau de Printers/ Filaments Settings :
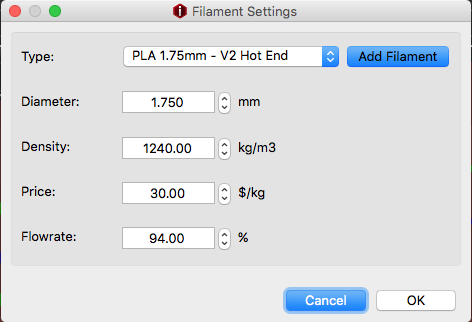
Le taux ou ratio d’extrusion est aussi un paramètre très important. Ideamaker est paramétré à 94% par défaut pour le PLA maison (100% pour les autres matières). Lors de l’utilisation de PLA tiers commencez vos essais à 90%. Ce paramètre est le flowrate par défaut pour tous les flux qui ne sont pas paramétrables dans vos templates Ideamaker.
Coté température de fusion de votre PLA, commencez vos tests à 210°, il est reconnu que les Raise3D ont besoin de chauffer un peu plus, c’est surtout dû à une différence entre température logicielle et température effective. La bonne température est celle juste avant que votre filament ne crépite et fasse des petites bulles. Cela doit « pisser » naturellement, sans retenue ni forcer ni crépiter, avec de l’expérience vous obtiendrez le bon feeling.
Enfin le refroidissement. C’est le point le plus important quand on imprime du PLA. Le PLA standard se ramolli à 60°C. Cette température varie suivant le PLA que vous utilisez, par exemple le Polymax PLA de Polymaker est donné pour 120°. Il se peut donc que votre tête d’impression ne soit pas assez refroidie. Pour améliorer le refroidissement nous vous conseillons de retirer le capot de votre Raise3D (mais très utile pour tous les autres matériaux), voir de customiser votre machine avec des ventilateurs de buses plus puissants (en dernier recours, personnellement nous n’en sommes pas arrivés là) et surtout de modifier deux paramètres dans vos profils d’impression Ideamaker :
- La vitesse d’impression de l’infill à descendre à 60mm/s, 90 c’est vraiment trop rapide et surtout le conseil perso
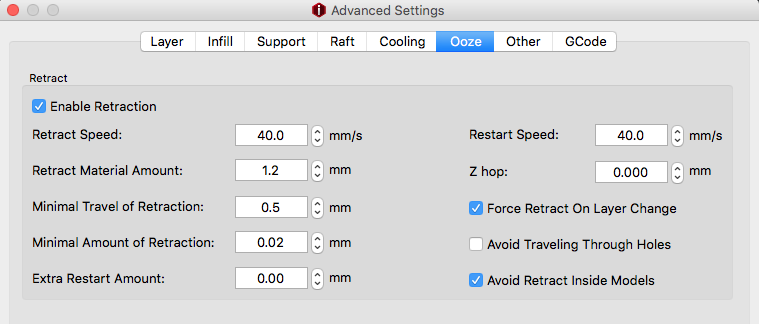
- La retractation (Ooze) dont nous augmentons la vitesse de 20 à 40mm/s et augmentons la longueur de 1 à 1,2mm.
Voilà avec tous ces conseils vous devriez vous en sortir avec des impressions 3D en PLA récalcitrant !
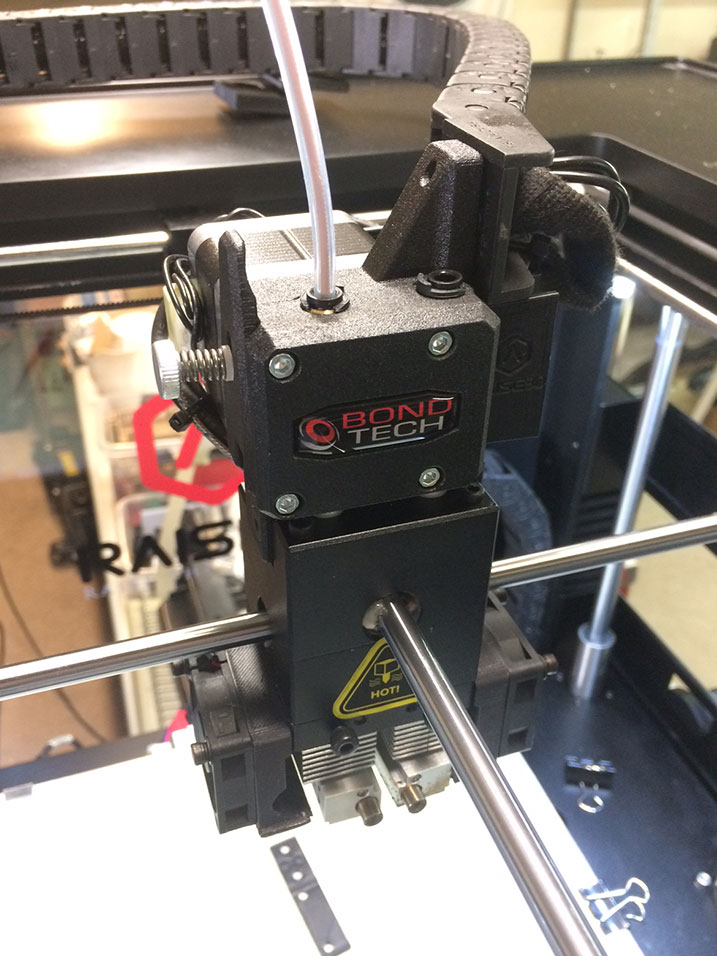
Dans un prochain article nous vous expliquerons comment installer un kit Bondtech !
Sources :https://www.raise3d.eu/pages/third-party-pla-tuning